
五轴CNC加工中心在切削螺纹工件时,如何装刀对刀?

五轴CNC加工中心加工螺纹是螺型工件加工必不可少的工艺,而螺型工件的材质一般比较坚硬常常会造成刀具的磨损、崩刀需要重新装夹刀具,重新对刀。五轴CNC加工中心的装刀对刀好坏会影响加工螺纹的精度。如果不能很好的解决加工过程中的对刀装刀问题,五轴加工中心的切削螺纹作业就不能很好的应用。
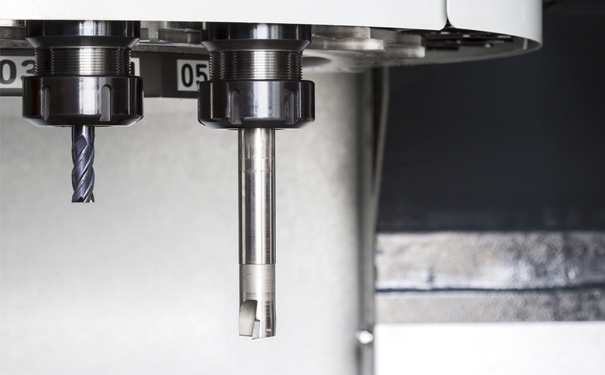
五轴CNC加工中心
五轴CNC加工中心的螺纹切削加工是通过主轴上安装的编码器发出脉冲信号进入数控系统,发出指令控制伺服电机通过滚珠丝杠控制刀具进行移动来进行的。
在首次装夹螺纹刀时,会产生螺纹刀尖和工件回转不等高的现象,装刀时刀尖角装偏,易产生牙型角的误差,造成齿形歪斜;螺纹刀伸出过长,加工时会引起震动,震刀直接影响螺纹表面的粗糙度和光洁度。
五轴CNC加工
五轴CNC加工中心在切削螺纹工件时,如何装刀对刀?
1.保持螺纹刀尖与工件回转中心的等高。
刀具刃磨后再工件轴线上进行对刀,保持刀尖角安装正确。如使用数控机夹刀具,一般只要把刀杆靠紧刀架的侧边即可。

五轴联动加工
2.试切法
在实际的对刀过程中采用试切法,粗加工和精加工的螺纹刀对刀采用设定一个基准点,只需调整一下刀补即可,十分方便。
3.注意再次安装的位置重合
五轴CNC加工中心在螺纹加工中,如出现刀具磨损或崩刀现象则需要重新刃磨刀具后对刀,工件未取下修复,只需把螺纹刀安装的位置与拆下前位置重合在一起,这等同于同一把刀具加工。

五轴加工
而且,五轴加工中心的切削螺纹装刀和对刀至关重要,对螺纹刀和螺纹钢材质的选择也要做到尽善尽美,只有这样才能加工出合格的螺纹工件。
五轴网是卓越的一站式五轴加工零部件云制造平台,为客户提供零件快速打样、中小批量生产等一站式服务,涵盖五轴加工、五轴技术培训、五轴加工数控编程、五轴机加工、手板加工等多种工艺。欢迎随时来访来电0755-33653582,www.5axismfg.com。







