
五轴联动加工中心加工曲面零件时有哪些注意事项?

五轴联动加工中心拥有加工中心的全部功能,可完成铣面、镗孔、钻孔、刚性攻丝等工序,多数设备配直角铣头和万能铣头,一次装夹实现五面体加工,具备五轴联动的能力。
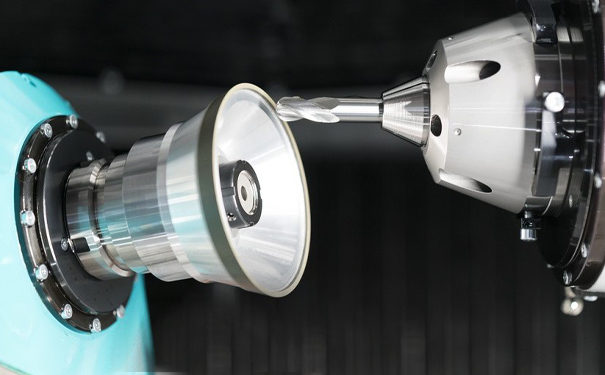
曲面零件五轴联动加工
在五轴联动加工中心的日常作业中也会遇到曲面零件的加工。在对曲面零件进行加工时,一般会采用铣削的切削方式。由于曲面零件常用在军事、工业、航空航天、精密设备等领域,形状复杂且精度要求高。因此,五轴联动加工中心在对曲面零件进行加工时,应该注意哪些事项?
1.五轴联动加工中心的粗加工
五轴联动加工中心的任何加工步骤都离不开“开粗”。对毛坯件进行粗铣时,要根据被加工曲面给出的余量,用立式铣刀按照等高面逐层铣削,这样可以提高铣削效率。开粗后,曲面的形状层次会很明显,每一层的高度要视粗铣精度而定。

复杂曲面零件五轴加工
2.五轴加工中心的半精加工
在精度铣削之前,要进行半精加工。半精加工的目的是铣掉开粗步骤中留下的多余部分。半精铣应该使用球头铣刀,行距和步距应该比精铣大一些。需要注意的一点是半精加工应当为后面的精铣工序留出0.5毫米左右的加工余量。经过这道工序,被加工表面形状已经接近于理论曲面。
3.五轴CNC加工中心的精加工
五轴CNC加工中心的精加工是最终加工出理论曲面的过程。精加工应使用球头铣刀,采用行切法,编程时要注意折返点的选择和进给速度的确定。对曲面和阻挡面相贯线应单作一个清根程序另外加工,这样就能够保证被加工曲面与阻挡面光滑连接,避免产生明显的刀痕。

曲面铜公五轴加工
4.五轴加工的其他事项
五轴加工所使用的球头铣刀的刀尖问题,由于结构和运动方式的原因,球头铣刀在刀尖处的切削速度很低。在使用球头铣刀,垂直于被加工面铣削比较平缓的曲面时,刀尖切出的表面质量会比较差。所以,应尽量不用刀尖切削,还应适当提高主轴转速。
被加工零件质量问题,在铣削曲面零件时,如果发现加工材料热处理不好,有裂纹、组织不均匀的情况,都属于零件材料不合格。不合格的零件没有加工的必要,应停止加工,以免造成不必要的浪费和安全事故的发生。

五轴联动加工
五轴联动加工中心是加工曲面工件常用的加工方式之一,曲面加工也是较为复杂的一类工序,从粗加工开始对加工要点逐一注意,五轴曲面加工才可以完美实现。
五轴网是卓越的一站式五轴加工零部件云制造平台,为客户提供零件快速打样、中小批量生产等一站式服务,涵盖五轴加工、五轴技术培训、五轴加工数控编程、五轴机加工、手板加工等多种工艺。欢迎随时来访来电0755-33653582,www.5axismfg.com。







