
五轴联动加工数控机床的摆线轴A轴光路及精度检测方法

近年来,五轴加工已开始应用到精密机械加工领域,工件一次装夹就可完成五面体的加工。如配置上五轴联动的高档数控系统,还可以对复杂的空间曲面进行高精度加工。但五轴机床后置处理因机床具体结构、刀位文件不同,精度需要也不尽相同,为了保证五轴加工机床的精度,所以对于五轴联动加工数控机床精度的检测也必不可少。
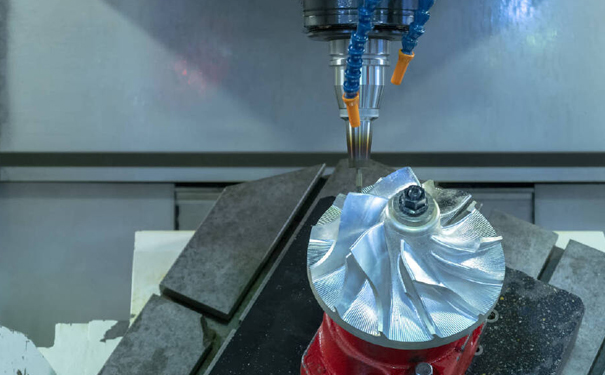
五轴联动加工
那么,五轴联动加工数控机床的摆线轴A轴,具体检测工作及光路准直及调整步骤如下:
1.取下加工中心A轴上的密封盖,安装预加工的专用夹具。旋转A轴,将专用夹具的偏心量调整到0.02mm以内。安装24棱镜,0°测量面朝上。
2.角镜通过磁台底座吸附在机床主轴上。
3.将自准直器放置在激光干涉仪上,调整激光干涉仪的水平仪,将激光束对准旋转镜。慢慢旋转和调整可旋转镜子的左右,同时调整高度、左右、高低位置的激光干涉仪主机,以测量多面体表面的反射光事件回到反射激光干涉仪的孔。

五轴CNC加工
这一步的目的是使五轴联动加工数控机床自准直器的测量光轴与激光束平行。
4.卷尺测量激光干涉仪的光孔与自准直物镜中心的距离D(约130mm)。根据D逐渐减小激光干涉仪三脚架的距离,将自准直物镜的中心(即自准直物镜光轴的中心)降低到激光干涉仪光学孔的位置。
5.左右微动自准直仪可以看到通过角镜和多面体测量面反射的平面图像。
6.五轴联动加工数控机床可通过微调激光三脚架的左右平移和高低升降位置,使自准直镜视场中的反射平面图像亮起。

铝合金五轴加工
五轴加工机床摆线轴(A轴)全行程精度的测量方法。正确调整A轴检测光路后,即可进行A轴检测。
五轴联动加工数控机床对于A轴的现场检测,过去只检测到部分行程,或根本没有检测到。检测方法还有其他测量标准,但读取困难,检测效率低。采用上述检测方案后,测量效率显著提高,测量不确定性也符合机床检测标准规范的要求。此外,激光干涉仪在检查直轴和C轴后不需要离开现场,直接穿上自准直器,吸收主轴上的转向镜进行检测。缺点是不同类型的加工中心需要提前加工不同的特殊夹具。
五轴网是卓越的一站式五轴加工零部件云制造平台,为客户提供零件快速打样、中小批量生产等一站式服务,涵盖五轴加工、五轴技术培训、五轴加工数控编程、五轴机加工、手板加工等多种工艺。欢迎随时来访来电0755-33653582,www.5axismfg.com。







