
钛合金零件五轴加工的磨削工艺方法

钛合金零件五轴加工中磨削加工遇到的问题是,磨削后的工件表面会出现烧伤、裂纹、变形以及易在表层产生拉应力,磨削过程中必须采取降低磨削应力的工艺方法。为了达到低应力磨削的效果,常规的磨削工艺通常要细分磨削工序,并严格控制粗磨、半精磨、精磨3个阶段的进给量。
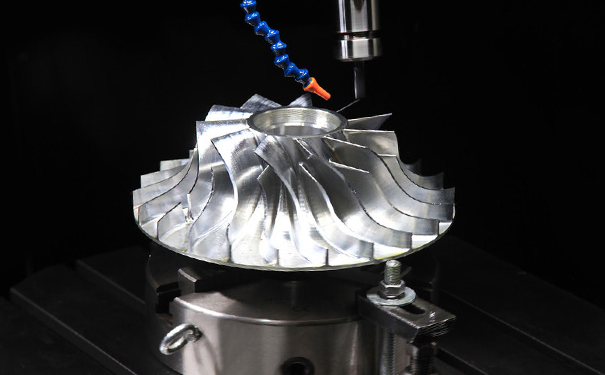
钛合金零件五轴加工
钛合金零件五轴加工,采用电解磨削复合加工是解决钛合金零件磨削难题的有效工艺方法之一。根据电解磨削加工原理,使用金属结合剂的金刚石砂轮组成电解磨削复合加工系统,这种工艺方法在国外已经获得应用,并将其称为金刚石磨削。
这种获得应用的金刚石磨削是零件上加直流电流(阳极为采用金属结合剂的金刚石砂轮),砂轮表面上砂轮与钛粘结的阳极溶解作用维持了砂轮的切削性能。进行金刚石磨削可以是正极性电流(零件——阳极,工具——阴极),也可以是负极性电流(零件——阴极,工具——阳极)。根据试验,钛合金零件金刚石磨削推荐下列磨削条件和参数:正极性电流,砂轮Vк=30…32m/s,工件移动Sпр=0.17…0.20m/s,工件转动Sφ=1.05·10-2rad/s,磨削厚度H=0.1…0.2mm,电压U=4V,电解液为5%K3PO4+0.5%(NaPO3)6+0.3%Na2CO3。

五轴加工厂家
最后,获得的基本结论是:对于钛合金零件叶片,金刚石磨削后叶片的叶背产生比砂带磨削更大的残余压应力,分布到更深的表层下。叶盆段则没有发现2种加工方式下残余应力的区别。磨削速度、深度和加工区冷却液供给量对零件表层残余应力数值和特点有影响,增加速度、深度和加工区冷却液供应不足时形成残余拉应力。
五轴网是卓越的一站式五轴加工零部件云制造平台,为客户提供零件快速打样、中小批量生产等一站式服务,涵盖五轴加工、五轴技术培训、五轴加工数控编程、五轴机加工、手板加工等多种工艺。欢迎随时来访来电0755-33653582,www.5axismfg.com。







