
叶轮五轴加工中出现崩刃现象该如何处理?

叶轮五轴加工数控机床在加工的过程中,包含的模式是有很多种的,每种模式都有着其较为突出的特点,且加工技术难度不一,精准度也是不一样的,但是都还挺难的。如果没有专业的经验以及专业的知识的话,在加工行业中所呈现出来的效果也是有所差异的。
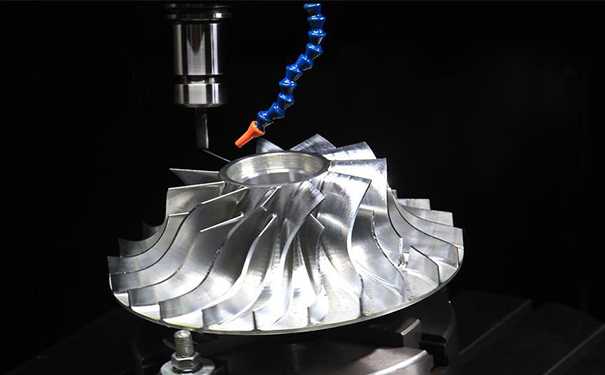
叶轮五轴加工
叶轮五轴加工是数控机床加工的一种,在加工的过程中,它是可以采用刀具的运动来实现的,但是方向均以刀具相对于工件的运动方向来定义的。在对一些曲面零件进行加工的时候,因为其技术难度系数高,且要抓准精度,总是会正在关键时刻会出现一些问题,其中刀具崩刃是较为常见的,而也正是因为刀具崩刃,导致其加工精度得不到保证,且效果也不佳。那么,叶轮五轴加工中出现崩刃现象的时候该如何处理?
1.刀片的厚度太薄或粗加工时选用了太硬太脆的牌号。
针对刀片牌号、规格选择不当,应该增大刀片厚度或将刀片立装,选用抗弯强度及韧性较高的牌号。
2.刀片的焊接工艺不正确,造成焊接应力过大或焊接裂缝。
在五轴加工的过程中,要避免采用三面封闭的刀片槽结构,同时尽可能改用机械夹固的结构。

五轴联动加工
3.排除刃磨方法不当,造成磨削应力及磨削裂纹。
在一般情况下,一定要选用较软的砂轮,并经常修整保持砂轮锋利。在五轴CNC加工中,要注意刃磨质量,严格控制铣刀刀齿的振摆量。
4.刀具磨损过度。
建议及时换刀或更换切削刃,否则很可能会直接影响到工艺的整体效果。
五轴网是卓越的一站式五轴加工零部件云制造平台,为客户提供零件快速打样、中小批量生产等一站式服务,涵盖五轴加工、五轴技术培训、五轴加工数控编程、五轴机加工、手板加工等多种工艺。欢迎随时来访来电0755-33653582,www.5axismfg.com。

分享到:
评论|






