
五轴加工中心减少受热变形的措施有哪些?

五轴加工中心在机械加工的过程中,工艺系统受切削热、摩擦热、阳光照射等将产生复杂的受热变形,使工件相对刀具的位置、运动关系发生了变化,从而引起加工误差。为此,五轴加工中心减少受热变形的措施主要有以下5点:
五轴加工
1.减少发热、隔离热源
合理选择切削用量和刀具几何角度或粗、精加工分开进行以减少切削热;从结构和润滑两方面采取措施改善摩擦特性以减少摩擦热尽可能将五轴机床中能够分离的热源部件,如电动机、变速箱液压系统、冷却系统等从主机中分离出去;用隔热材料将发热部件与机床大件(如床身、立柱)等隔离开来。
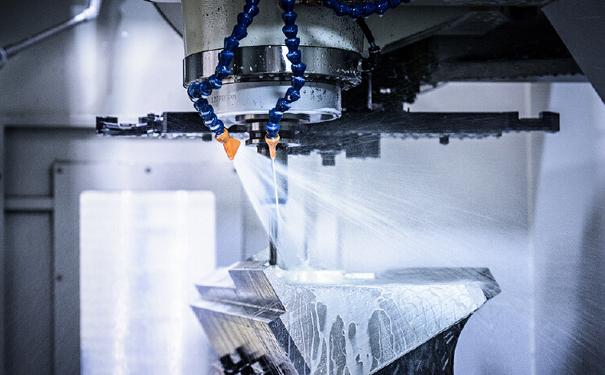
2.冷却、通风、散热
采用喷雾或大流量冷却是减少工件和刀具变形的有力措施。大型数控机床和五轴加工中心普遍采用冷冻机对润滑油和切削液强制冷却,以提高冷却效果。加强通风散热,在热源处加风扇、散热片、通风窗口等。

五轴加工中心
3.均衡温度场
将热量有意识地从高温区导向低温区以补偿温度场的不对称性。
4.加速热平衡
热平衡后,变形趋于稳定,对加工精度影响小,精密零件应待热平衡后再进行加工,且应连续加工完毕。但大型机床热平衡时间很长,可采用以下两种方法加速其热平衡:一是在加工前高速空转,使机床在较短时间达到热平衡;二是在机床适当部位设“控制热源”,人为地给机床加热,使其较快地达到热平衡状态。
5.控制环境温度
根据一昼夜气温的变化规律,晚上10时至翌晨6时温度变化最小,可将精度要求较高的零件放在这段时间内进行加工与测量。五轴精密机床应安放在恒温车间中使用。恒温指标有两项:
五轴加工厂家
a.恒温基数,即恒温车间或恒温室中空气的平均温度,一般取20℃;
b.恒温精度,即平均温度的允许偏整,普通精度级在±1℃内,精密级为±0.5t,超精密级为±0.01t。应根据不同地区不同季节采用“按季节调温”的方式,比如冬季恒温基数取17℃,夏季取23℃,春秋季取20℃。
五轴网是卓越的一站式五轴加工零部件云制造平台,为客户提供零件快速打样、中小批量生产等一站式服务,涵盖五轴加工、五轴技术培训、五轴加工数控编程、五轴机加工、手板加工等多种工艺。欢迎随时来访来电0755-33653582,www.5axismfg.com。







