
不锈钢五轴加工切屑的控制

五轴加工塑性金属时,切屑呈长带状缠绕在工件或刀具上,这不仅会拉伤工件已加工表面,而且还会危及操作者的安全。加工脆性金属时,切屑呈崩碎状四处飞溅,不仅会危害操作者安全,又会污染加工周围的环境。因此,不锈钢五轴加工中,较好地控制切屑的折断与排除,可保证零件的加工质量和操作者安全。
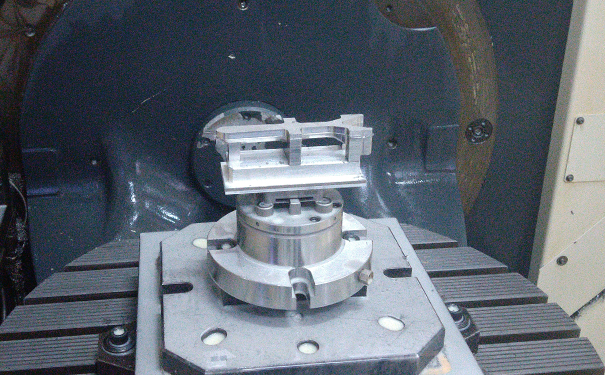
五轴加工
进行不锈钢五轴加工时,在刀具上磨制断屑槽和选择合理的断屑槽斜角是控制切屑折断及流向的有力措施。
1.断屑槽的型式
折线型断屑槽的前面为直线形,反屑面也为直线形,中间用小圆弧相连接。直线圆弧型断屑槽是由一段直线形的前面与一段圆弧形的反屑面连接而成。全圆弧型断屑槽的前面与反屑面是由同一半径的圆弧面组成的。
折线型和直线圆弧型断屑槽适用于加工碳钢、合金钢、工具钢和不锈钢;全圆弧型断屑槽适用于加工塑性高的金属材料和重型刀具。
不锈钢五轴加工
2.断屑槽反屑面的型式
A.外斜式。断屑槽反屑面的特点是断屑槽外宽内窄、外深内浅。切屑在顺前面流出时在A点处先碰反屑面,并以较小的弯曲半径卷曲;B点处的切屑后碰反屑面,并以较大的弯曲半径卷曲。这样使切屑折回后流向刀具后面或待加工表面。
B.内斜式。断屑槽反屑面的特点是断屑槽外窄内宽、外浅内深。切屑顺前面流出时,前缘B点处切屑首先碰反屑面,卷曲半径较小;A点处切屑卷曲半径较大,切屑流出时往往成螺卷形顺断屑槽向后流出,卷曲到定长度时靠自身重力甩断。内斜式断屑槽反屑面一般应用于精车或半精车塑性金属。
C.平行式。断屑槽反屑面的特点是槽宽、槽深前后均相等,切屑顺前面流出时被反屑面所阻后直接折向过渡表面。平行式卷屑槽常用于粗加工塑性金属。
此外,增大进给速度、增大刀具主偏角、采用适当的刃倾角等措施也能较好地控制切屑的折断和流向。
五轴网是卓越的一站式五轴加工零部件云制造平台,为客户提供零件快速打样、中小批量生产等一站式服务,涵盖五轴加工、五轴技术培训、五轴加工数控编程、五轴机加工、手板加工等多种工艺。欢迎随时来访来电0755-33653582,www.5axismfg.com。







