
五轴加工中切削用量的确定及进给速度的原则

如今,越来越多的行业使用五轴加工,它不仅能够满足各种多角度、异型曲面,而且对大扭矩的零件数控加工也游刃有余。
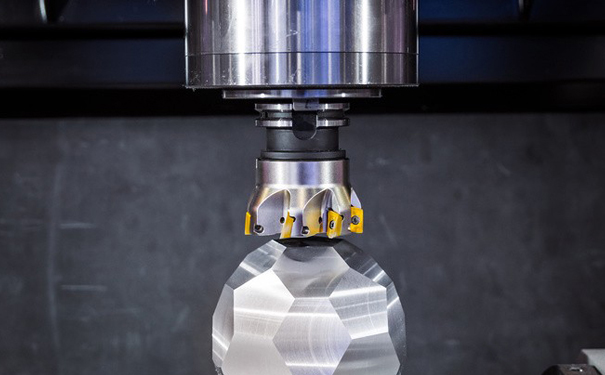
五轴加工中心
五轴加工中切削用量的确定包括:背吃刀量的确定、主轴转速的确定、进给速度的确定。
1.背吃刀量的确定
在机床、夹具、刀具、零件等工艺系统刚度允许的条件下,应尽可能选取较大的背吃刀量,以减少走刀次数,提高生产效率。
2.主轴转速的确定
五轴数控机床的主轴转速应根据零件上被加工部位的直径并按零件和刀具的材料及加工性质等条件允许的切削速度来确定。
3.进给速度的确定
进给速度通常根据零件的加工精度、表面粗糙度及刀具和材料进行选择。最大进给速度受五轴机床伺服系统性能的限制并与脉冲当量有关。
确定进给速度的原则如下:
1.当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。
2.在切断、加工深孔或用高速钢刀具加工时,宜选择较低的进给速度。
3.当五轴加工精度要求较高时,进给速度应选小一些,常在20~50mm/min范围内选取。
4.刀具空行程特别是远距离“回零”时,可以设定尽量高的进给速度。
5.进给速度应与主轴转速和背吃刀量相适应。

分享到:
评论|






