
五轴CNC加工铣削曲面轮廓的进给路线

五轴CNC加工铣削曲面时,常用球头刀采用行切法进行加工。所谓行切法就是指刀具与零件轮廓的切点轨迹是一行一行的,而行间的距离是按零件加工精度的要求确定的。
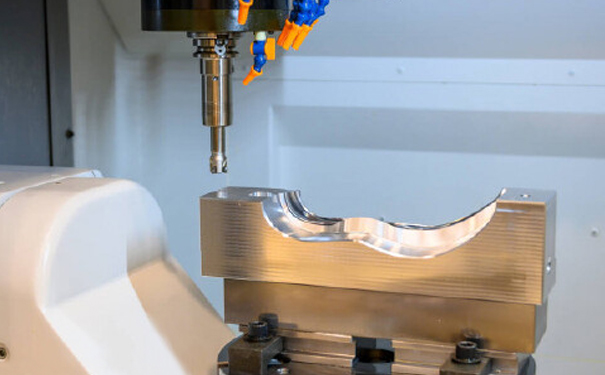
五轴CNC加工
对于边界敞开的曲面加工,可采用两种加工路线,如发动机的叶片,每次沿直线加工,刀位点计算简单,程序少,加工过程符合直纹面的形成,可以准确保证素线的直线度。由于曲面零件的边界是敞开的,没有其他表面限制,所以曲面边界可以延伸,球头刀应由边界外开始加工。当边界不敞开时,确定进给路线要另行处理。
此外,五轴联动加工轮廓过程中应避免进给停顿,否则会在轮廓表面留下刀痕;若在被加工表面范围内垂直下刀和抬刀,也会划伤表面。
为提高工件表面的精度和减小表面粗糙度值,可以采用多次进给的方法,精加工余量一般以0.2~0.5mm为宜。
选择工件在加工后变形小的进给路线。对横截面积小的细长零件或薄板零件,应采用多次进给加工达到最后尺寸,或采用对称去余量法安排进给路线。

分享到:
评论|






