
五轴机床曲面轮廓的五轴联动加工方法

加工具有曲面轮廓的机体零部件,如涡轮零部件、叶轮等。五轴机床可以不改变工件在机床上的位置而对工件的不同侧面进行加工,可大大提高棱柱形零件的加工效率。五轴联动加工所采用的机床通常称为五轴机床或五轴加工中心。
五轴联动加工
曲面轮廓的加工方法,立体曲面的加工应根据曲面形状、刀具形状(球状、柱状、端齿)以及精度要求采用不同的铣削方法,如二轴半、三轴、四轴、五轴等联动加工。
1.对曲率变化较大和精度要求较高的曲面的精加工,常用X、Y、Z三坐标联动插补的行切法加工。
2.对曲率变化不大和精度要求不高的曲面的粗加工,常用两轴半联动的行切法加工,即X、Y、Z三轴中任意两轴作联动插补,第三轴作单独的周期进给。在行切法中,要根据轮廓表面粗糙度的要求及刀头不干涉相邻表面的原则选取。
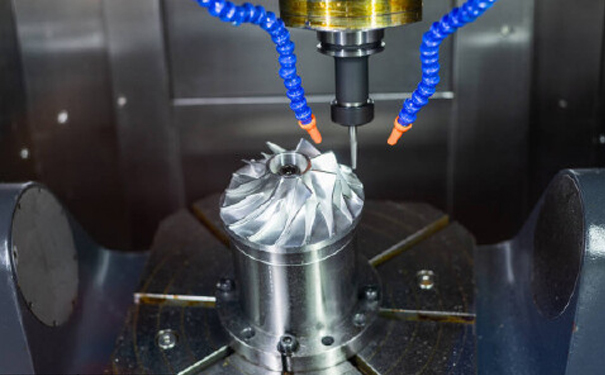
3.对像叶轮、螺旋桨这样的零件,因其叶片形状复杂,刀具容易与相邻表面干涉,常用五轴联动加工。
由于叶面的曲率半径较大,所以常采用立铣刀加工,以提高生产率并简化程序。为保证铣刀端面始终与曲面贴合,铣刀还应作由坐标A和坐标B形成的θ,和α的摆角运动。在摆角的同时,还应作直角坐标的附加运动,以保证铣刀端面中心始终位于编程值所规定的位置上,所以需要五轴联动加工。这种加工的编程计算相当复杂,一般采用自动编程。

分享到:
评论|






