
叶轮五轴联动加工的加工方式

对于航空航天工业领域,有的新产品零件及成型模具模样很复杂,精度要求也很高,因此给予高柔性,精密加工,高一体化和详尽加工专业能力的五轴联动加工数控机床,可以进一步处理新产品研发整个过程中,复杂零件加工的精确度和周期问题,大大缩短新产品开发周期和提高产品的成功率。
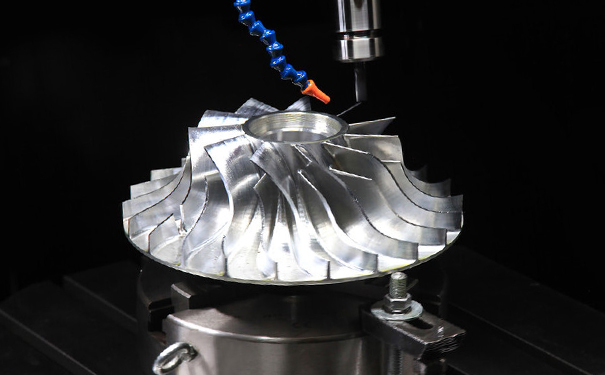
叶轮五轴加工
一般而言,叶轮的五轴联动加工方式,可以采用多种加工策略对叶轮进行粗加工和精加工。用户可以根据加工工艺的要求选择不同的粗加工策略和切割方法,非常灵活易用。
叶轮和流道的粗加工对于叶轮五轴联动加工方来说并不容易,需要去除的量太大,五轴联动加工叶轮效率低,加工时间长,机床磨损大。叶片和轮子应采用三轴方法粗加工,然后采用五轴联动加工的方法精加工。
五轴加工叶轮时,用三轴开粗采用定向方式,不断改变当前视图的角度。根据叶片扭曲程度和叶片数量的不同,使用尽可能少的程序来去除余量。铣削粗加工中的切削模式选择跟随周围。选择跟随周围和部件时刀轨的区别。选择跟随部件时,刀轨多,程序长,但基本可以切割。第一个粗加工程序选择的刀具直径较大,叶片根部的圆角余量较大,需要后续程序进行修改,所以没有必要在第一个程序中切割得非常干净。
在五轴联动加工中心高速加工下,获得高叶轮轮廓精度,根据其特点选定控制功能,若采用插补前加速度控制功能或轮廓精度控制功能,要从上述三要素对加工进行评价。以加工件的形状和精度选用轮廓控制功能,并有必要进行系统优化。加工模具件和结构件特点不同,选用轮廓控制功能有所不同。叶轮轮廓精度越高所涉及因素越多,如插补器循环时间、位置环采样时间、位置环增益、位置环动态匹配和速度环积分增益参数都要予以考虑和调整,以实现五轴联动加工中心的高、精运行。

分享到:
评论|






