
五轴加工厂家如何选择刀具几何角度与刃部参数(上)

五轴cnc加工中心刀具切削部分的几何角度,对切削过程中的金属变形、切削力、切削温度、工件的加工质量以及刀具的磨损都有显著影响。五轴加工厂家选择合理的刀具几何参数,就是要在保证工件加工质量和刀具耐用度的前提下,达到提高生产率、降低生产成本的目的。影响刀具合理几何角度选择的主要因素是工件材料、刀具材料及类型、切削用量、工艺系统刚度以及机床功率等。
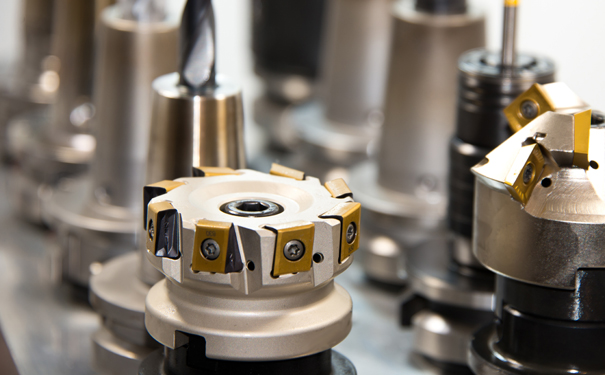
五轴加工厂家
1.前角的选择
前角的大小影响切削变形、切削力、切削温度、刀具耐用度、加工表面质量和生产率,也影响切削刃的锋利程度及强度。增大前角可便切削变形减小,使切削力、切削温度降低,也能抑制积屑瘤等现象,提高已加工表面的质量。但前角过大,会造成刀具楔角变小,刀头强度降低,散热体积变小,切削温度升高,刀具磨损加剧,刀具耐用度降低。加工塑料材料选大前角,加工脆性材料选小前角,材料的强度、硬度越高,前角越小,甚至为负值。
高速钢刀具强度高、韧性好,可选较大前角;硬质合金刀具的硬度高、脆性大,应选较小的前角;阿克刀具美性更大,不耐冲击。目角应更小。
目加工、断续切削选较小前角:精加工选较大前角。
机床功率大、工艺系统别度高,可选较小前角:机床功率小、工艺系统刚度低。可选较大的前角。
2.后角的选择
后角的大小主要影响后刀面与已加工表面之间的摩擦。增大后角,可减小刀具后刀面的摩擦与磨损。楔角减小,刀刃锋利。但后角大小会使刀刃强度、散热能力、刀具耐用度降低。
粗加工、强力切削及承受冲击载荷的刀具要求刀具强固,应选小后角;精加工刀具磨损主要发生在切削刃和后刀面上,选大后角可以提高刀具耐用度和工件的加工表面质量。
工件材料的塑性好、韧性大。容易产生加工硬化、选大后角可减小摩擦;工件材料的强度或硬度高时,选小后角可保证刀具刃口强度。
工艺系统刚度低,切削时容易出现振动,应选小后角,以增大后刀面与加工表面的接触面积,增强刀具的阻尼作用。也可以在后刀面上磨出刃带或消振棱,以提高工件的加工表面质量。







