
叶轮五轴加工的走刀路线确定

叶轮五轴加工在实践当中的优势毋庸置疑,甚至还能够应用刀具侧刃切削的方式,进一步提升加工效率,在生产过程当中,会极大程度上的缩短加工。在编程之前,走刀路线的合理选择是非常重要的,走刀路线包括切削加工的路线及刀具切入、切出等非切削空刀行程路线,走刀路线与零件的加工精度和表面粗糙度也是密切相关的。
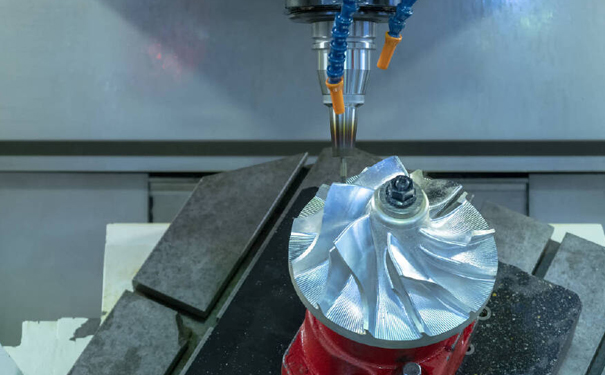
五轴加工
走刀路线的确定原则是在保证加工质量的前提下,使加工程序具有最短的走刀路线,这样不仅可以节省整个加工过程的时间,还能减少一些不必要的刀具消耗及机床进给运动部件的磨损。
1.粗车走刀路线
现代数控车床控制系统按照传统外圆粗车和端面粗车的车削加工走刀方式,已提供了简单方便的编程指令G71、G72,另外还有适于数控特点的环状粗车指令C73。这些由系统预定义的粗切方式具有编程计算简单快捷的特点,是目前数控车削加工中广泛采用的几种粗车走刀路线。
2.精车走刀路线
在安排一刀或多刀进行的精加工进给路线时,其零件的最终轮廓应由最后一刀连续加工而成,并且加工刀具的进、退刀位置要考虑妥当,尽量不要在连续的轮廓中安排切入、切出和换刀及停顿。切入、切出及接刀点位置应选在有空刀槽或表面间有拐点、转角的位置,不能选在曲线要求相切或光滑连接的部位,以免因切削力突然变化而造成弹性变形,致使光滑连接轮廓上产生表面划伤、形状突变或滞留刀痕等缺陷。
3.空行程走刀路线
(1)起刀点
叶轮五轴加工在粗加工或半精加工时,毛坯余量较大,如前所述,可采用系统提供的简单或复合车削循环指令加工。使用固定循环时,循环起点通常应设在毛坯外面。
(2)换刀点的设定
对单件小批量生产的零件,换刀点轴向位置由轴向最长的刀具(如内孔镗刀、钻头等)确定。
(3)退刀路线的设定
数控车削中,刀具加工的零件的部位不同,退刀的路线也不相同。
4.特殊的走刀路线
在数控车削加工中,一般情况下,Z轴方向的进给运动都是沿着负方向进给,但有时按其他常规的负方向进给并不合理,甚至可能车坏工件。







